Odwieczna zagadka ... dlaczego ta sama tarcza u jednego „tnie jak marzenie”, a u drugiego już niekoniecznie
Każdy, kto choć raz testował tarcze ścierne w warunkach produkcyjnych, zna ten scenariusz ( i to zainspirowało mnie do przygotowania tego tekstu):
Na jednym stanowisku wszystko gra jak w szwajcarskim zegarku – iskry lecą jak z filmu akcji, cięcie jest czyste, a operator uśmiechnięty. Tymczasem kilka metrów dalej, na tej samej hali, ta sama tarcza, ten sam materiał i – teoretycznie – te same warunki… a efekt już nie taki sam. „Co jest nie tak?!”
I tu właśnie zaczyna się cała magia (albo, jak kto woli – fizyka i praktyka) materiałów ściernych. Na wydajność tarczy wpływa więcej czynników, niż wielu użytkowników przypuszcza. Od stylu pracy operatora i nacisku na narzędzie, przez kąt i tempo cięcia, aż po rodzaj użytej szlifierki – każdy z tych elementów potrafi diametralnie zmienić wynik testu.
Dlatego, zanim pochopnie stwierdzimy, że „ta tarcza u nas się nie sprawdza”, warto przyjrzeć się bliżej temu, co naprawdę decyduje o jej wydajności.
W dalszej części artykułu opowiemy o wszystkich kluczowych czynnikach – od rodzaju ziarna, przez parametry obrotowe, po warunki przechowywania – które sprawiają, że jedna tarcza potrafi być mistrzem na jednym stanowisku i przeciętniakiem na drugim.
Zaparz więc kawę, odłóż szlifierkę i przeczytaj – bo być może odkryjesz, że to nie tarcza „tnie gorzej”, tylko świat wokół niej trochę inaczej pracuje i trzeba to zgrać.

Czynniki wpływające na wydajność tarcz ściernych do cięcia i szlifowania metali
1. Wprowadzenie
W branży obróbki metali wydajność narzędzi ściernych jest jednym z kluczowych czynników decydujących o efektywności procesów produkcyjnych. Tarcze ścierne, niezależnie od przeznaczenia — cięcia, szlifowania czy wykończenia powierzchni — muszą łączyć wysoką agresywność cięcia z kontrolowanym efektem, zużyciem, trwałością i bezpieczeństwem pracy. W praktyce o ich skuteczności decyduje nie tylko jakość wykonania, ale również właściwy dobór narzędzia do rodzaju materiału, parametrów pracy oraz warunków eksploatacji.
2. Cienkie tarcze do cięcia stali, stali nierdzewnej i aluminium
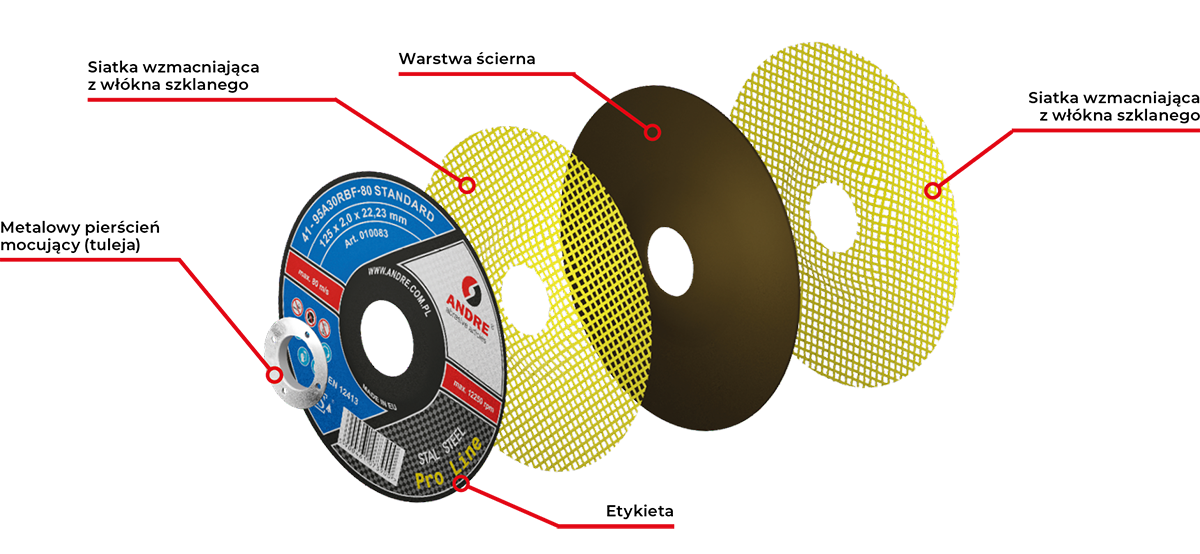
2.1. Czynniki konstrukcyjne
Nowoczesne tarcze cienkie (o grubości 0,8–1,6 mm) projektowane są z myślą o minimalnym oporze cięcia i ograniczonym nagrzewaniu materiału. Ich efektywność zależy od:
-
rodzaju ziarna ściernego (najczęściej elektrokorund, korund cyrkonowy lub tlenek glinu z dodatkiem ceramicznym),
-
twardości i elastyczności spoiwa żywicznego,
-
jakości i liczby warstw siatki wzmacniającej,
-
stabilności geometrii tarczy podczas pracy z dużą prędkością obwodową, tak aby tarcz nie "biła".
2.2. Cięcie stali konstrukcyjnej i nierdzewnej
W przypadku stali węglowych tarcze o ziarnie elektrokorundowym sprawdzają się doskonale — ich ziarno zapewnia agresywne cięcie przy umiarkowanym zużyciu.
Dla stali nierdzewnej i kwasoodpornej konieczne jest jednak zastosowanie tarcz wolnych od siarki, chloru i żelaza (Fe+S+Cl ≤ 0,1%), aby uniknąć przebarwień i korozji w strefie cięcia. Spoiwo w takich tarczach jest miększe, co pozwala na samoczynne odnawianie się ziarna i utrzymanie chłodniejszego cięcia.
2.3. Cięcie aluminium i metali nieżelaznych
Aluminium stanowi wyzwanie dla narzędzi ściernych ze względu na jego miękkość i lepkość – materiał ten ma tendencję do zapychania porów tarczy. Dlatego stosuje się tu tarcze o:
-
otwartej strukturze,
-
ziarnie korundowym z dodatkiem węglika krzemu (SiC),
-
specjalnych dodatkach antyzapychających (np. stearynian wapnia).
Dzięki temu tarcza zachowuje agresywność, nie przegrzewa się i nie zostawia przyklejonego aluminium na powierzchni.
3. Różnice w cięciu metali specjalnych: tytan, mosiądz, brąz
-
Tytan – wymaga chłodnego, stabilnego cięcia. Tarcze z dodatkiem ceramicznego ziarna korundowego (Al₂O₃ ceramic) zapewniają równomierne zużycie bez ryzyka nadmiernego nagrzewania, które mogłoby powodować utlenianie powierzchni.
-
Mosiądz i brąz – jako stopy miedzi mają tendencję do szybkiego „wygładzania” ziarna. Zaleca się tarcze o nieco twardszym spoiwie, aby utrzymać stabilną krawędź skrawającą.
4. Tarcze do szlifowania z ziarnem korundowym
Tarcze korundowe do szlifowania czołowego i bocznego charakteryzują się większą grubością i twardszym spoiwem niż tarcze do cięcia. W szlifowaniu stali konstrukcyjnych i nierdzewnych istotne są:
-
dobór twardości tarczy – zbyt twarda może się zapychać, zbyt miękka ulega nadmiernemu zużyciu,
-
chłodzenie i docisk – zbyt duży nacisk prowadzi do przypaleń, a zbyt mały do ślizgania ziarna.

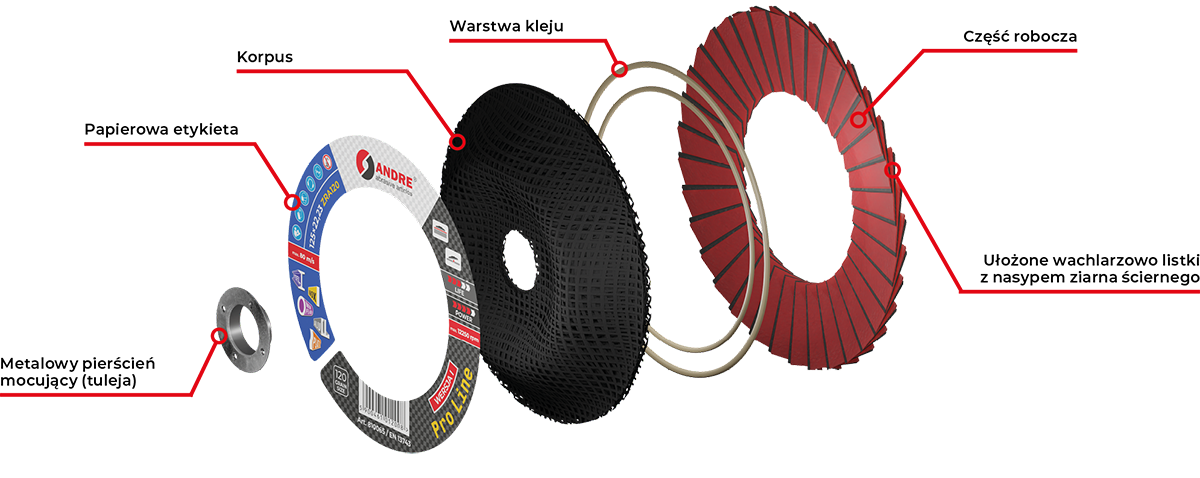
5. Ściernice listkowe (lamelkowe)
Ściernice listkowe łączą elastyczność i wysoką wydajność. Ich listki wykonane są z płótna z ziarnem korundowym, cyrkonowym lub ceramicznym.
-
Korund cyrkonowy (ZrO₂) – zalecany do stali nierdzewnej i konstrukcyjnej, zapewnia wysoką trwałość.
-
Korund ceramiczny – gwarantuje najdłuższą żywotność i chłodne szlifowanie spoin.
Lamelki są idealne do szlifowania spawów, gratowania, fazowania krawędzi oraz wyrównywania powierzchni.
6. Krążki fibrowe
Krążki fibrowe oparte są na twardym podłożu z włókna i stosowane głównie w systemach z talerzem wsporczym ( który odpowiednio dobrany jest istotnym elementem) . Dają bardzo agresywne szlifowanie, szczególnie w wersjach z ziarnem ceramicznym. Sprawdzają się przy:
-
usuwaniu spoin,
-
przygotowaniu powierzchni pod malowanie,
-
obróbce stali nierdzewnej i stopów niklu.

7. Szlifowanie spawów i fazowanie blach
Przy obróbce spawów kluczowe jest zachowanie agresywności i chłodnego szlifowania. Stosuje się:
-
ściernice listkowe lub fibrowe z ziarnem ceramicznym,
-
tarcze o zwiększonej elastyczności,
-
narzędzia o właściwie dobranym kącie pracy (ok. 10–15°).
Do fazowania blach (np. pod spaw) zalecane są tarcze o twardszym spoiwie i większej granulacji (40–60), które zapewniają czysty, kontrolowany kąt.
8. Wpływ rodzaju napędu szlifierki na wydajność tarcz
8.1. Szlifierki akumulatorowe
Zaletą jest mobilność i brak przewodu, jednak ograniczona moc oraz zmienne obroty mogą skracać żywotność tarcz i pogarszać wydajność. Tarcze o mniejszej średnicy (115–125 mm) i cienkim przekroju sprawdzają się najlepiej w takich narzędziach.
8.2. Szlifierki sieciowe 230 V
Zapewniają stabilne obroty i stałą moc, co przekłada się na optymalną pracę tarcz i równomierne zużycie. Są preferowane w pracach ciągłych i przemysłowych.
8.3. Szlifierki pneumatyczne
Cenione w zakładach produkcyjnych za niską masę, brak przegrzewania silnika i możliwość pracy w środowiskach zagrożonych wybuchem. Wymagają jednak odpowiedniej jakości sprężonego powietrza i smarowania.
Ich wadą jest mniejsza stabilność obrotów przy spadku ciśnienia, co wpływa na tempo zużycia tarczy.
9. Znaczenie mocy i stabilności obrotów
Moc i utrzymanie stałych obrotów mają bezpośredni wpływ na efektywność ścierania:
-
zbyt niska moc powoduje „ślizganie się” ziarna i przegrzewanie,
-
zbyt wysokie obroty mogą doprowadzić do przedwczesnego zużycia lub uszkodzenia tarczy.
Optymalna prędkość obwodowa (ok. 70–80 m/s) gwarantuje najlepszy stosunek między wydajnością a trwałością narzędzia.
10. Wpływ przechowywania na jakość tarcz ściernych
Tarcze ścierne są materiałami higroskopijnymi — ziarno korundowe oraz spoiwa żywiczne nie tolerują wilgotności i dużych wahań temperatury.
Nieprawidłowe przechowywanie (np. w wilgotnym magazynie lub na betonie) prowadzi do:
-
degradacji spoiwa,
-
utraty wyważenia,
-
mikropęknięć,
-
pogorszenia właściwości skrawnych.
Zaleca się przechowywanie w suchym, przewiewnym miejscu w temperaturze 15–25°C i wilgotności poniżej 65%.
11. Podsumowanie
Wydajność tarcz ściernych zależy od wielu czynników — od konstrukcji i jakości ziarna, przez dobór do materiału, po warunki pracy i sposób przechowywania. Wiedza i doświadczenie w doborze odpowiednich narzędzi pozwalają znacząco wydłużyć ich żywotność, poprawić bezpieczeństwo i zoptymalizować koszty produkcji. Współczesne technologie materiałów ściernych — zwłaszcza ceramiczne i hybrydowe spoiwa — umożliwiają osiągnięcie doskonałej równowagi między agresywnością cięcia a trwałością, niezależnie od rodzaju obrabianego metalu.
Jeżeli potrzebujesz zoptymalizować procesy cięcia i szlifowania, skontaktuj się z nami bardzo chętnie przeprowadzimy bezpłatne testy i wdrożenia.

Opracowanie: ©Profess Team, Zdjęcia © Andre Abrasives, Profess